Современные кузнецы. История возникновения кузнечного ремесла. Прессование и обжимка
К узнечный промысел - одно из древнейших ремесел. Выковывать самородное и метеоритное железо начали еще в каменном веке. Работать кузнецом было престижно и почетно. Простые люди нередко считали коваля «вещим человеком» или чародеем за то, что он превращал кусок бурого камня в ценную вещь.
Занимательный факт:
Даже среди русских монархов были любители ковки - Иван Грозный (1530–1584) и Петр I (1672–1725). Исторически засвидетельствовано, что Петр I принимал участие в ковке якорей на Воронежской судоверфи. Как раньше изготавливали большие железные поковки - якоря показано в кинофильме «Петр Первый» .

Изначально металлы обрабатывали молотом только в холодном состоянии: так приравнивали металл к камню. Интересное предположение о первой выплавке железа сделал английский археолог А. Лукас: «Почти наверняка в первый раз железо было выплавлено случайно, возможно, в результате ошибочного использования железной руды вместо медной. Такого рода попытки, вероятно, повторялись не раз, пока мастер случайно не ударил молотком по полуостывшему металлу, что могло увенчаться частичным успехом. Наконец люди догадались, что для полного успеха овладения новым металлом нужно ковать его в раскаленном докрасна состоянии».
Сельские кузницы были маленького размера, и окон в них практически не было. Для того чтобы качественно выковать заготовку, кузнецу нужно было определить, насколько она раскалилась. Пирометров и специальных приборов для определения температуры не было, поэтому готовность определяли по цветам каления. Только полумрак позволял разглядеть и понять необходимый оттенок свечения, в котором степень накала отливает желто-красными переливами.

Кузница постройки 1910 года. Музей деревянного зодчества, пос. Тальцы. Фотография: М. Игнатьев / фотобанк «Лори»

Интерьер старинной кузницы. Фотография: А. Тихонов / фотобанк «Лори»

Кованые изделия на столе в кузнице. Фотография: А. Тихонов / фотобанк «Лори»
Занимательный факт:
Говорят, что раньше кузнецы даже бороду использовали, чтобы определить температуру металла для сварки. Подносили нагретую деталь к бороде и, если волоски начинали трещать и закручиваться, сваривали заготовки.

Экспонаты и находки
В наши дни здание музея «Городская кузница XVII века» - самый старый дом Смоленска. В нем собраны подлинные орудия труда и многочисленные изделия кузнечного ремесла XVII–XIX веков и воссоздана творческая лаборатория кузнеца.
Самым древним предметом из кованого железа, найденным археологами, считаются бусы из полых трубочек. Их нашел английский археолог Петри при раскопках египетских могил конца IV века до н. э.
Научные сотрудники Нижнетагильского музея-заповедника «Горнозаводской Урал» отыскали места, где в древности велась плавка меди и железа. Были найдены целые комплексы плавильных печей, обломки тигельков. На Лайском мысу обнаружили грунтовые печи, остатки глинобитных печей и небольшие каменные печи.
Новое селище «Уралочка», относящееся к эпохе раннего железного века на левом берегу реки Малая Медведка, открыли помогавшие археологам школьники.
Самая любопытная находка тагильских археологов - железный, изъеденный ржавчиной кинжал, который пролежал в земле с VI века. Химический анализ металла показал, что в нем содержится кремний, марганец, фосфор - элементы, входящие в состав современной стали.

Кузнец за работой. Фестиваль «Времена и эпохи - 2013», Коломенское. Фотография: Н. Уварова / фотобанк «Лори»

Кованая виноградная гроздь. Фотография: А. Сидоров / фотобанк «Лори»

Кузнец у наковальни. Фотография: С. Майтелес / фотобанк «Лори»
Мастера и промыслы
Дагестанское селение Кубачи прославилось своими искусными ювелирами. Издавна они занимались оружейным ремеслом и жили в основном доходами с него. Первое упоминание о Кубачи встречается у арабских историков IX–XII веков, называвших эту территорию Зирихгеран или Зерекеран, что означает «кольчужные мастера» (Али аль-Масуди, Х век; Абу Хамид Андалуси, XII век). Здесь издревле делали кольчуги, стремена, оружие (мечи, луки, ножи, кинжалы), шлемы, медную посуду и др. Позднее название селения было заменено на арабское Кубачи, имевшее тот же смысл. Путешественники XVIII–XIX веков сообщали о производстве огнестрельного оружия, о выделке ружей, пистолетов, а также сабель, ножен и панцирей, о злато- и сереброкузнечной работе. Знаменитая
Древняя Русь в средневековом мире широко славилась своими умельцами. Поначалу у древних славян ремесло носило домашний характер — каждый выделывал для себя шкуры, дубил кожи, ткал полотно, лепил глиняную посуду, изготовлял оружие и орудия труда. Затем ремесленники стали заниматься только определенным промыслом, готовили продукты своего труда для всей общины, а остальные ее члены обеспечивали их продуктами сельского хозяйства, мехами, рыбой, зверем. И уже в период раннего средневековья начался выпуск продукции на рынок. Сначала он носил заказной характер, а затем товары стали поступать в свободную продажу.
В русских городах и больших селах жили и трудились талантливые и умелые металлурги, кузнецы, ювелиры, гончары, ткачи, камнерезы, сапожники, портные, представители десятков других профессий. Эти простые люди внесли неоценимый вклад в создание экономического могущества Руси, ее высокой материальной и духовной культуры.
Имена древних ремесленников, за малым исключением, нам неизвестны. За них говорят предметы, сохранившиеся от тех далеких времен. Это и редкие шедевры, и повседневные вещи, в которые вложен талант и опыт, умение и смекалка.
Первыми древнерусскими ремесленниками-профессионалами были кузнецы. Кузнец в былинах, преданиях и сказках является олицетворением силы и мужества, добра и непобедимости. Железо тогда выплавляли из болотных руд. Добыча руды производилась осенью и весной. Ее сушили, обжигали и везли в металлоплавильные мастерские, где в специальных печах получали металл. При раскопках древнерусских поселений часто находят шлаки — отходы металлоплавильного процесса — и куски железистой крицы, которые после энергичной проковки становились железными массами. Обнаружены и остатки кузнечных мастерских, где встречены части горнов. Известны погребения древних кузнецов, которым в могилы положили их орудия производства — наковальни, молотки, клещи, зубила.

Древнерусские кузнецы снабжали землепашцев сошниками, серпами, косами, а воинов-мечами, копьями, стрелами, боевыми топорами. Все, что необходимо было для хозяйства — ножи, иглы, долота, шилья, скобели, рыболовные крючки, замки, ключи и многие другие орудия труда и бытовые вещи, — изготавливали талантливые умельцы.
Особого искусства достигли древнерусские кузнецы в производстве оружия. Уникальными образцами древнерусского ремесла Х века являются предметы, обнаруженные в погребениях Черной Могилы в Чернигове, некрополей в Киеве и других городах.

Необходимой частью костюма и убора древнерусского человека, как женщины, так и мужчины, были различные украшения и амулеты, сделанные ювелирами из серебра и бронзы. Именно поэтому частой находкой в древнерусских постройках являются глиняные тигельки, в которых плавили серебро, медь, олово. Затем расплавленный металл разливали по известняковым, глиняным или каменным формочкам, где был вырезан рельеф будущего украшения. После этого на готовое изделие наносился орнамент в виде точек, зубчиков, кружочков. Различные привески, поясные бляшки, браслеты, цепочки, височные кольца, перстни, шейные гривны — вот основные виды продукции древнерусских ювелиров. Для украшений ювелиры использовали различную технику — чернь, зернь, скань-филигрань, тиснение, эмаль.
Техника чернения была довольно сложной. Сначала готовилась «черневая» масса из смеси серебра, свинца, меди, серы и других минералов. Затем этим составом наносился рисунок на браслеты, кресты, кольца и другие ювелирные изделия. Чаще всего изображали грифонов, львов, птиц с человеческими головами, различных фантастических зверей.
Совсем других методов работы требовала зернь: маленькие серебряные зернышки, каждое из которых в 5-6 раз меньше булавочной головки, припаивались к ровной поверхности изделия. Какого труда и терпения, например, стоило напаять 5 тысяч таких зернышек на каждый из колтов, что найдены при раскопках в Киеве! Чаще всего зернь встречается на типично русском украшении — лунницах, которые представляли собой подвески в виде полумесяца.
Если вместо зернышек серебра на изделие напаивались узоры из тончайших серебряных, золотых проволочек или полосок, то получалась скань. Из таких нитей-проволочек создавался подчас невероятно затейливый рисунок.
Применялась и техника тиснения на тонких золотых или серебряных листах. Их сильно прижимали к бронзовой матрице с нужным изображением, и оно переходило на металлический лист. Тиснением выполняли изображения зверей на колтах. Обычно это лев или барс с поднятой лапой и цветком в пасти. Вершиной древнерусского ювелирного мастерства стала перегородчатая эмаль.
Эмалевой массой служило стекло со свинцом и другими добавками. Эмали были разных цветов, но особенно любили на Руси красный, голубой и зеленый. Украшения с эмалью проходили сложный путь, прежде чем стать достоянием средневековой модницы или знатного человека. Сначала на будущее украшение наносили весь рисунок. Потом на него накладывали тончайший лист золота. Из золота же нарезали перегородки, которые припаивали к основе по контурам рисунка, а пространства между ними заливали расплавленной эмалью. Получался изумительный набор красок, игравший и блиставший под солнечными лучами разными цветами и оттенками. Центрами производства украшений из перегородчатой эмали были Киев, Рязань, Владимир..
А в Старой Ладоге в слое VIII века при раскопках обнаружен целый производственный комплекс! Древние ладожане соорудили вымостку из камней — на ней и были найдены железные шлаки, заготовки, отходы производства, обломки литейных форм. Ученые полагают, что здесь когда-то стояла металлоплавильная печь. Найденный тут же богатейший клад ремесленных инструментов, видимо, связан с этой мастерской. В составе клада двадцать шесть предметов. Это семь маленьких и больших клещей — они использовались в ювелирном деле и обработке железа. Для изготовления ювелирных изделий применялась миниатюрная наковаленка. Древний слесарь активно пользовался зубилами — их здесь найдено три. С помощью ювелирных ножниц резали листы металла. Сверлами проделывали отверстия в дереве. Железные предметы с отверстиями служили для вытягивания проволоки при производстве гвоздей и ладейных заклепок. Найдены также ювелирные молоточки, наковаленки для чеканки и тиснения орнаментов на украшениях из серебра, бронзы. Здесь же обнаружены и готовые изделия древнего ремесленника, — бронзовое кольцо с изображениями человеческой головы и птиц, ладейные заклепки, гвозди, стрела, клинки ножей.
Находки на городище Новотроицком, в Старой Ладоге и других поселениях, раскопанных археологами, говорят о том, что уже в VIII веке ремесло начало становиться самостоятельной отраслью производства и постепенно отделяться от сельского хозяйства. Это обстоятельство имело важное значение в процессе образования классов и создания государства.

Если для VIII столетия мы знаем пока лишь единичные мастерские, а в целом ремесло носило домашний характер, то в следующем, IX веке их число значительно увеличивается. Мастера производят теперь продукцию не только для себя, своей семьи, но и для всей общины. Постепенно укрепляются дальние торговые связи, различные изделия продаются на рынке в обмен на серебро, меха, продукты сельского хозяйства и другие товары.
На древнерусских поселениях IX-Х веков археологи раскопали мастерские по производству глиняной посуды, литейные, ювелирные, косторезные и другие. Совершенствование орудий труда, изобретение новой технологии делало возможным для отдельных членов общины в одиночку изготавливать различные вещи, необходимые в хозяйстве, в таком количестве, что их можно было продавать.
Развитие земледелия и отделение от него ремесла, ослабление родовых связей внутри общин, рост имущественного неравенства, а затем и появление частной собственности — обогащения одних за счет других — все это формировало новый способ производства — феодальный. Вместе с ним постепенно возникало и раннефеодальное государство на Руси.
Ковка металла на Руси

На Руси железо было известно еще ранним славянам. Самый старый метод обработки металла – это ковка. Сначала древние люди били колотушками губчатое железо в холодном состоянии, чтобы «выжать из него соки», т.е. удалить примеси. Затем они догадались нагревать металл и придавать ему нужную форму. В X – XI веках благодаря развитию металлургии и других ремесел у славян появились соха и плуг с железным лемехом. На территории древнего Киева археологи находят серпы, дверные замки и другие вещи, сделанные руками кузнецов, оружейников и ювелиров.
В XI веке металлургическое производство уже имело большое распространение, и в городе, и в деревне. Русские княжества располагались в зоне рудных месторождений, и кузнецы почти повсеместно были обеспечены сырьем.. На ней работали небольшие заводики с полумеханизированным процессом дутья — мельничьим приводом. Первым сыродутным горном был обычный очаг в жилище. Специальные горны появились позднее. В целях пожарной безопасности их располагали у края городищ. Ранние печи представляли собой густо обмазанные глиной круглые ямы диаметром в один метр, вырытые в земле. Их народное название — «волчьи ямы». В X веке появились наземные печи, воздух в которые нагнетался с помощью кожаных мехов.
Меха раздувались вручную. И эта работа делала процесс варки очень тяжелым. Археологи до сих пор находят на городищах признаки местной выработки металла — отходы сыродутного процесса в виде шлаков. По окончании «варки» железа домницу ломали, удаляли посторонние примеси и ломом извлекали из печи крицу. Горячая крица захватывалась клещами и тщательно проковывалась. Проковка удаляла с поверхности крицы частицы шлака и устраняла пористость металла. После проковки крицу снова нагревали и снова клали под молот. Эта операция повторялась несколько раз. Для новой плавки верхняя часть домницы реставрировалась или строилась заново. В более поздних домницах передняя часть уже не ломалась, а разбиралась, и расплавленный металл стекал в глиняные емкости.
Но, несмотря на широкое распространение сырья, выплавка железа производилась далеко не на каждом городище. Трудоемкость процесса выделила кузнецов из общины и сделала из них первых ремесленников. В древности кузнецы сами плавили металл, а затем его ковали. Необходимые принадлежности кузнеца — горн (плавильная печь) для нагрева крицы, кочерга, лом (пешня), железная лопата, наковальня, молот (кувалда), разнообразные клещи для извлечения из горна раскаленного железа и работы с ним — набор инструментов, необходимых для плавильных и ковочных работ. Техника ручной ковки почти не менялась до XIX века, но подлинных древних кузниц истории известно еще меньше, чем домниц, хотя археологи периодически обнаруживают в городищах и курганах много кованых железных изделий, а в погребениях кузнецов их инструменты: клещи, молот, наковальню, литейные принадлежности.
Письменные источники не сохранили до нас технику ковки и основные технические приемы древнерусских кузнецов. Но исследование старинных кованых изделий позволяет историкам говорить о том, что древнерусским кузнецам были известны все важнейшие технические приемы: сварка, пробивание отверстий, кручение, клепка пластин, наваривание стальных лезвий и закалка стали. В каждой кузнице, как правило, работало два кузнеца — мастер и подмастерье. В XI-XIII вв. литейное дело частично обособилось, и кузнецы занялись непосредственно ковкой железных изделий. В Древней Руси кузнецом назывался любой мастер по металлу: «кузнец железу», «кузнец меди», «кузнец серебру».
Простые кованые изделия изготавливались с помощью зубила. Применялась также технология использования вкладыша и наваривания стального лезвия. К наиболее простым кованым изделиям можно отнести: ножи, обручи и дружки для ушатов, гвозди, серпы, косы, долота, шилья, лопаты и сковороды, т.е. предметы, не требующие специальных приемов. Их мог изготовить любой кузнец в одиночку. Более сложные кованые изделия: цепи, дверные пробои, железные кольца от поясов и от сбруи, удила, светцы, остроги, — уже требовали сварки, которую осуществляли опытные кузнецы с помощью подмастерья.
Мастера производили сварку железа, нагревая его до температуры 1500 град С, достижение которой определяли по искрам раскаленного добела металла. Зубилом пробивали отверстия в ушках для ушатов, лемехах для сох, мотыгах. Пробойником делали отверстия в ножницах, клещах, ключах, лодочных заклепках, на копьях (для скрепления с древком), на оковках лопат. Эти приемы кузнец мог осуществлять только с помощью помощника. Ведь ему необходимо было держать клещами раскаленный кусок железа, что при небольших размерах тогдашних наковален было нелегко, держать и направлять зубило, бить по зубилу молотом.
Сложным было изготовление топоров, копий, молотков и замков. Топор выковывали с применением железных вкладышей и навариванием полос металла. Копья ковали из большого треугольного куска железа. Основание треугольника закручивали в трубку, вставляли в нее конический железный вкладыш и после этого сваривали втулку копье и выковывали рожон. Железные котлы делали из нескольких больших пластин, края которых склепывались железными заклепками. Операция кручения железа применялась для создания винтов из четырехгранных стержней. Приведенный выше ассортимент кузнечных изделий исчерпывает весь крестьянский инвентарь, необходимых для постройки дома, сельского хозяйства, охоты и обороны. Древнерусские кузнецы X-XIII вв. владели всеми основными техническими приемами обработки железа и на целые столетия определили технический уровень деревенских кузниц.
Основная форма серпа и косы с короткой рукояткой были найдены в IX-XI веках. Древнерусские топоры претерпели значительное изменение и к X-XIII вв. обрели форму, близкую к современной. Пила в деревенском зодчестве не употреблялась. Для плотничных работ широко применялись железные гвозди. Их почти всегда находят в каждом погребении с гробом. Гвозди имели четырехгранную форму с отогнутым верхом. К IX-X веков в Киевской Руси уже существовало ремесло вотчинное, деревенское и городское. В XI век русское городское ремесло вступило с богатым запасом технических навыков. Деревня и город были до того времени еще совершенно разобщены. Обслуживаемая ремесленниками деревня жила небольшим замкнутым мирком. Район сбыта продукции был крайне мал: 10-15 километров в радиусе.
Городские кузнецы были более искусными мастерами, чем деревенские. При раскопках древнерусских городов оказалось, что почти каждый городской дом был жилищем ремесленника. С начала существования Киевского государства они проявляли высокое мастерство ковки из железа и стали самых различных предметов – от тяжелого лемеха и шлема с узорчатым железным кружевом до тонких игл; стрел и клепаных миниатюрными заклепками кольчужных колец; оружие и бытовой инвентарь из курганов IX-X вв. Помимо кузнечного ремесла они владели слесарным и оружейным делом. Все эти ремесла имеют некоторое сходство в способах обработки железа и стали. Поэтому достаточно часто ремесленники, занимавшиеся одним из этих ремесел, сочетали его с другими. В городах техника варки железа была более совершенна, чем в деревне. Городские кузницы, так же как и домницы, обычно располагались на окраине города. Оборудование городских кузниц отличалось от деревенских — большей сложностью.
Городская наковальня позволяла, во-первых, отковывать вещи, имеющие пустоту внутри, например, племя, втулки копий, кольца, а самое главное – она допускала применение ассортимента фигурных подкладок для поковок сложного профиля. Такие подкладки широко применяются в современном кузнечном деле при выковке кривых поверхностей. Некоторые кованые изделия, начиная с IX-X вв., носят следы обработки при помощи таких подкладок. В тех случаях, когда требовалась двусторонняя обработка, очевидно, применялись и подкладка и зубило-штамп одинакового профиля, чтобы поковка получалась симметричной. Подкладки и штампы применялись и при изготовлении боевых топоров.
Ассортимент молотков, кузнечных клещей и зубил у городских кузнецов был разнообразнее, чем у их деревенских собратьев: от небольших — до огромных. Начиная с IX-X вв. русские мастера для обработки железа применяли напильники. Древнерусские городские кузницы, слесарные и оружейные мастерские в X-XIII вв. имели: горны, меха, простые наковальни, наковальни с отрогом и вырезом, вставки в наковальню (различного профиля), молотки-кувалды, молотки ручники, молоты-секачи (для перерубания) или зубила, молоты-пробойники (бородки), ручные зубила, ручные пуансоны, клещи простые, клещи с крючьями, клещи малые, тиски (примитивного типа), напильники, точила циркульные. При помощи этого разнообразного инструмента, не отличающегося от оборудования современных кузниц, русские мастера готовили множество различных вещей.
В их числе сельскохозяйственные орудия (массивные плужные лемехи и сошники, плужные ножи, косы, серпы, топоры, медорезки); инструменты для ремесленников (ножи, тесла, долота, пила, скобели, ложкари, пуансоны и фигурные молоточки чеканщиков, ножи к рубанкам, кронциркули для орнаментации кости, ножницы и др.); бытовые предметы (гвозди, ножи, окованные ковчежцы, дверные пробои, скобы, кольца, пряжки, иглы, безмены, гирьки, котлы, очажные цепи, замки и ключи, корабельные заклепки, кресала, дужки и обручи ведер и др.); оружие, доспехи и сбруя (мечи, щиты, стрелы, сабли, копья, боевые топоры, шлемы, кольчуги, удила, шпоры, стремена, плети, подковы, арбалеты). Первоначальная полная замкнутость ремесленников начинает нарушаться.
Особое развитие получило производство оружия и военных доспехов. Мечи и боевые топоры, колчаны со стрелами, сабли и ножи, кольчуги и щиты вырабатывались мастерами-оружейниками. Изготовление оружия и доспехов было сопряжено с особенно тщательной обработкой металла, требовало умелых приемов в работе. Хотя и бытовавшие на Руси в IX-X веках мечи – в основном франкские клинки, археологи, тем не менее, в своих раскопках обнаруживают наличие ремесленников-оружейников в составе русских горожан IX-X веков. В ряде погребений были обнаружены связки кованых колец для железных кольчуг, часто встречающихся в русских дружинных курганах с IX века. Древнее название кольчуги – броня – часто встречается на страницах летописи. Изготовление кольчуг было трудоемким делом.
Технологические операции включали: ковку железной проволоки, сварку, соединение и клепку железных колец. Археологами обнаружено погребение кольчужного мастера X века. В IX-X веках кольчуга становится обязательной принадлежностью русского доспеха. Древнее название кольчуги – броня – часто встречается на страницах летописи. Правда, о происхождении русских кольчуг высказываются мнения о получении их или от кочевников или из стран Востока. Те не менее, арабы, отмечая наличие кольчуг у славян, не упоминают о ввозе их извне. А обилие кольчуг в дружинных курганах может свидетельствовать о том, что в русских городах работали кольчужные мастера. Тоже относится к шлемам. Русские историки считают, что варяжские шлемы слишком резко отличались своей конической формой. Русские шлемы-шишаки склепывались из железных клиновидных полос.
К такому виду шлемов принадлежит известный шлем Ярослава Всеволодовича, брошенный им на поле Липецкой битвы 1216 г. Он является прекрасным образцом русского оружейного и ювелирного дела XII-XIII веков. Традиция сказалась в общей форме шлема, но в техническом отношении он сильно отличается от шлемов IX-X веков. Весь корпус его выкован из одного куска, а не склепан из отдельных пластин. Это сделало шлем значительно более легким и прочным.

От мастера-оружейника требовалось еще больше умения. Образцом ювелирной работы в оружейной технике XII-XIII веков является, как полагают, легкий стальной топорик князя Андрея Боголюбского. Поверхность металла покрыта насечками и на эти насечки (в горячем состоянии) набито листовое серебро, поверх которого нанесен орнамент гравировкой, позолотой и чернью. Овальные или миндалевидные щиты делались из дерева с железной сердцевиной и железными оковками.
Особое место в кузнечном и оружейном деле занимала сталь и закалка стальных изделий. Даже среди деревенских курганных топоров XI-XIII веков встречается наваренное стальное лезвие. Твердость стали, гибкость, легкая свариваемость и способность воспринимать закалку были хорошо известны еще римлянам. Но наварка стали всегда считалась труднейшим делом во всей кузнечной работе, т.к. железо и сталь имеют различную сварочную температуру. Закалка стали, т.е. более или менее быстрое охлаждение раскаленного предмета в воде или иным способом, тоже хорошо известна древним кузнецам Руси. Городское кузнечное дело отличалось разнообразием технических приемов, сложностью оборудования и множеством специальностей, связанных с этим производством. В XI-XIII веках городские мастера работают на широкий рынок, т.е. производство становится массовым.
Список городских ремесленников включает кузнецов по железу, домников, оружейников, бронников, щитников, мастеров по изготовлению шлемов, мастеров по изготовлению стрел, замочников, гвоздочников. В XII веке развитие ремесла продолжается. В металле русские мастера воплотили причудливую смесь христианских и архаичных языческих образов, сочетав все это с местными русскими мотивами и сюжетами. В технике ремесла продолжаются усовершенствования, направленные на увеличение массовости продукции. Посадские мастера подражают изделиям придворных мастеров. В XIII веке создается ряд новых ремесленных центров со своими особенностями в технике и стиле.
Но никакого упадка ремесла со второй половины XII века, как это иногда утверждается, мы не наблюдаем ни в Киеве, ни в других местах. Наоборот, культура растет, охватывая новые области и изобретая новые технические приемы. Во второй половине XII века и в XIII веке, несмотря на неблагоприятные условия феодальной раздробленности, русское ремесло достигло наиболее полного технического и художественного расцвета. Развитие феодальных отношений и феодальной собственности на землю в XII – первой половине XIII в. вызвало изменение формы политического устройства, нашедшего свое выражение в феодальной раздробленности, т.е. создании относительно самостоятельных государств-княжеств. В этот период кузнечно-слесарное и оружейное дело, ковка и штамповка продолжали развиваться во всех княжествах. В богатых хозяйствах все больше стало появляться плугов с железными лемехами. Мастера ищут новые приемы работы. Новгородские мастера оружейного дела в XII – XIII вв., применив новую технологию, стали изготовлять клинки сабель гораздо большей прочности, твердости и гибкости.
Просматривая материал в интернете на предмет кузнечного дела часто наталкиваюсь на картины, где изображены кузнецы. Много старинных произведений, но есть и интересные работы современных художников. Делюсь найденной информацией и, чтобы интереснее было смотреть картины, добавил некоторые любопытные факты.

Кузнечный промысел
 Роман Колмаков — Русские кузнецы. 2004 г
Роман Колмаков — Русские кузнецы. 2004 г Одно из древнейших ремесел, о чем свидетельствуют старейшие исторические находки каменного века. В них видно использование ударных инструментов при обработке металлических самородков. Заниматься ковкой предметов начали в VI веке до н.э., и конечно же это были простые, грубо изготовленные изделия для бытовых нужд. Позже начали выполнять шлемы, кольчуги, мечи и копья.
 В.Курдов — Кузнец. 1970 г (слева) и Г. Горский — Кузнец и красное колесо.2010 г. (справа)
В.Курдов — Кузнец. 1970 г (слева) и Г. Горский — Кузнец и красное колесо.2010 г. (справа) Древняя Русь широко славилась своими умельцами. Слово «кузнец» означало «мастер по металлу». Кузнец-ремесленник выковывал свои работы с помощью незатейливого комплекта из молотка, наковальни, зубила и клещей. И, поныне не устаем удивляться, как во времена Ивана Грозного кузничным искусникам удавалось вручную делать кованые пушки.
Боги-кузнецы
 B. Spranger — Venus at the Forge of Vulcan.1610 г (слева) и G. Vasari — Vulcan’s Forge. 1567-68 гг (справа)
B. Spranger — Venus at the Forge of Vulcan.1610 г (слева) и G. Vasari — Vulcan’s Forge. 1567-68 гг (справа) В мифах древних цивилизаций встречаются боги кузничного призвания – древнегреческий Гефест и древнеримский Вулкан.
 Frans Floris Venus at Vulcan’s Forge. 1560-64 гг
Frans Floris Venus at Vulcan’s Forge. 1560-64 гг Гефест – бог огня и ветра, покровитель кузнецов. Сын Зевса и Геры родился слабым и хилым ребенком, к тому имел увечье на ногах. За безобразие и хромоту родители дважды сбрасывали его с Олимпа. Но море помогло ему и приняло в свои объятья. На протяжении долгих дней до самого совершеннолетия Гефест на морском дне занимался любимой работой — ковал. Много прекрасных уникальных предметов, которым не было равных ни по прочности, ни по изяществу, сделал бог-мастер. Он воздвиг золотые чертоги, под которыми пировали греческие боги.
 Francisco de Goya — The Forge.1817 г (слева) и P. Rubens — Vulcano forjando los Rayos de Jupiter. (справа)
Francisco de Goya — The Forge.1817 г (слева) и P. Rubens — Vulcano forjando los Rayos de Jupiter. (справа) Вулкан – огненный бог, художник металла, защитник от пожаров. Работал в пещере Этна на Сицилии и из-под его молота выходили настоящие произведения искусств. Свои работы дарил другим богам. Зевсу создал щит-эгиду, Гелиосу — колесницу. По поверью, когда он начинал работать из горы подымался дым и пламя. Отсюда и пошло название науки «вулканология».
Происхождение фамилий в разных странах
 avid Jefferson Chalfant The Blacksmith. 1907 г
avid Jefferson Chalfant The Blacksmith. 1907 г Профессия и труд кузнеца ценились всегда. Мастер-ремесленник занимал немаловажное место в обществе и был почитаемым человеком. До сих пор распространенными во всем мире являются фамилии:
 Акиндинов Алексей. Кузнец. 1998 г
Акиндинов Алексей. Кузнец. 1998 г - В России – Коваль, Кузнецов, Ковалев
- В Украине – Ковальчук, Коваленко
- В Польше – Ковальский, Ковальчик
 Blacksmith. 1950 г
Blacksmith. 1950 г Есть и английский «Кузнецов» — Смит, германский – Шмидт, французский – Ферран, испанский – Эрреро, армянский – Дарбинян, грузинский – Ажиба, Мчедлидзе.

Поэты о кузнице и ковке
 Нефедов Иван — Кузнец и жена
Нефедов Иван — Кузнец и жена Литераторы с особой любовью и душевной теплотой воспевали нелегкий труд кузнеца.
 Рисунок из старинной книги XVI век
Рисунок из старинной книги XVI век Кузнец (Сергей Есенин – 1914 г)
Душно в кузнице угрюмой,
И тяжел несносный жар,
И от визга и от шума
В голове стоит угар.
К наковальне наклоняясь,
Машут руки кузнеца,
Сетью красной рассыпаясь,
Вьются искры у лица.
Взор отважный и суровый
Блещет радугой огней,
Словно взмах орла, готовый
Унестись за даль морей…
Куй, кузнец, рази ударом,
Пусть с лица струится пот.
Зажигай сердца пожаром,
Прочь от горя и невзгод!
Закали свои порывы,
Преврати порывы в сталь
И лети мечтой игривой
Ты в заоблачную даль.
Там вдали, за черной тучей,
За порогом хмурых дней,
Реет солнца блеск могучий
Над равнинами полей.
Тонут пастбища и нивы
В голубом сиянье дня,
И над пашнею счастливо
Созревают зеленя.
Взвейся к солнцу с новой силой,
Загорись в его лучах.
Прочь от робости постылой,
Сбрось скорей постыдный страх.
 Blacksmith by ilison. 2000 г
Blacksmith by ilison. 2000 г Подблюдная песня к свадьбе
Идёт кузнец из кузницы, Слава!
Несёт кузнец три молота, Слава!
- Кузнец, кузнец, ты скуй мне венец! Слава!
Ты скуй мне венец и золот и нов, Слава!
Из остаточков - золот перстень, Слава!
Из обрезочков - булавочку! Слава!
Мне в том венце венчатися, Слава!
Мне тем перстнем обручатися, Слава!
Мне тою булавкою убрус притыкать, Слава!
Да кому мы спели - тому добро, Слава!
Кому вынется, тому сбудется, Слава!
Тому сбудется - не минуется! Слава!
 L. Giordano — The Forge of Vulcan. 1660 г (слева) и Матье Ленен — Венера в кузнице Вулкана (справа)
L. Giordano — The Forge of Vulcan. 1660 г (слева) и Матье Ленен — Венера в кузнице Вулкана (справа) Кузнец (Николай Забурунный)
Подгорный мастер, рудознатец,
Куёт он латы и мечи.
И никогда не потухает
Живой огонь в его печи.
Стоит у горна чёрн и грязен,
Металла славный чародей,
Но гордый лик его прекрасен –
В глазах горит огонь идей!
Он властелин огня и стали.
Всегда в труде, всегда в поту.
Под звонкий грохот наковальни
Куёт он людям красоту.
Гефеста ученик упорный,
Ему от бога дан талант.
В его руках звенит покорный,
В огне рождаемый, булат!
 Мила Гаврилова В кузнице. 2010 г
Мила Гаврилова В кузнице. 2010 г  Диего Веласкес. Кузница Вулкана
Диего Веласкес. Кузница Вулкана  Жар металла. 2010 г (слева) и И. Нефедов — Кузнец (справа)
Жар металла. 2010 г (слева) и И. Нефедов — Кузнец (справа)  Гефест Боги и титаны Древней Греции
Гефест Боги и титаны Древней Греции  Кузнец — фэнтэзи. 2010 г
Кузнец — фэнтэзи. 2010 г  Th. Robinson — The Apprentice Blacksmith. 1886 г (слева) и Л. Плахов — Кузница 1845 г (справа)
Th. Robinson — The Apprentice Blacksmith. 1886 г (слева) и Л. Плахов — Кузница 1845 г (справа)  Кузнец куёт оружие. 2002 г
Кузнец куёт оружие. 2002 г  Меч 2006 г (слева) и С. Найпис — В кузне. 1908 г (срапва)
Меч 2006 г (слева) и С. Найпис — В кузне. 1908 г (срапва)
Развитию ремёсел у славян способствовали богатые природные ресурсы, в том числе и железная руда. Её добыча не составляла труда. Особенным спросом пользовалась болотная луговая руда - лимонит. Основой болотной руды была ржавчина - гидроксил железа. На дне водоёмов из ржавчины и других соединений железа образовывались округлые камешки величиной с яйцо. Таким образом, на свет появлялась железная руда.
Бронза, кость и камень использовались в быту наравне с железом. Из железа выковывали части инструментов и оружия.
Железный век вывел кузнечное ремесло на первый план, а кузнецы стали востребованными ремесленниками. В Киевской Руси всё оружие воинов и инструменты выковывались из чёрного металла.
С помощью сыродутного пресса из железной руды получали железо. Древнерусскую сыродутную печь ставили на основание из больших камней, обмазанные глиной. Стенки печи так же выкладывались из камня, или делались из глины. Растапливали печи, как и сейчас - древесным углём. В передней стенке печи делали отверстие, в которое вставляли форму (сопло). Через него же и вынимали крицу - конечный продукт плавки. Крице, которая шла на продажу, древнерусские металлурги придавали форму лепёшки.
Углеродистую сталь получали с помощью сыродутной печи, кузнечного горна, а также путём цементации железа или сырцовой стали.
Технологии ковки металла:
Основной технологией механической обработки металла была ковка в горячем состоянии . Кроме ковки в работе с чёрным металлом использовалась сварка железа со сталью, паяние, цементация, резание металла напильником и на точильном круге. А также полировка и инкрустация чёрного металла с цветными и благородными металлами. Значительная часть стальных предметов подвергалась либо просто закалке, либо закалке с последующим отпуском. Для закалки использовались растительное масло, животный жир, вода с добавление мёда или сахара. Некоторые изделия закаливались целиком, другие - только в рабочей части, благодаря чему изделие имело твёрдое лезвие, мягкое тело и плавный переход между ними. Кузнецы свято хранили секреты закалки стали и никому их не выдавали.
Одним из самых важных оборудований для кузнецов был горн, который представлял собой жаровню на глинобитном возвышении. У одного из краёв жаровни находилось горнило для углей. Археологические исследования доказали, что у кузнецов на Руси были все необходимые для работы инструменты: наковальня, молотки, зубила, клещи, пробойники, обжимки и тиски.
Для изготовления самого необходимого в быту инструмента - ножа, использовалось на Руси сочетание двух металлов: железа и стали. Не менее распространённым железным предметом были гвозди. Так появилась особая специализация кузнеца - гвоздичник.
Ещё одной важной сферой деятельности кузнецов было изготовление подков, которых было более 100 видов. И все они получались методом ручной ковки. А попытки отливать и штамповать подковы так и не увенчались успехом.
Интерес к кузнечному делу постоянно возрастает, а вот учебной литературы, в которой бы описывались технологические основы ковки, явно недостаточно. Надеемся, что этот материал в какой-то мере заполнит образовавшийся пробел и поможет начинающим кузнецам изучить основы ковки, а также приобщит их к беспокойному и творческому братству кузнецов-художников.ОСНОВНЫЕ СВЕДЕНИЯ О МЕТАЛЛЕ
При ковке изделий мастерам приходится иметь дело с материалами (сталями различных марок, цветными металлами, сплавами), которые имеют самые разнообразные физические, механические и технологические свойства.
Наиболее широко в кузнечных работах используется сталь - сплав железа с углеродом. В зависимости от количества углерода стали подразделяются на низко-углеродистые (до 0,25 %С),средне-углеродистые (0,25-0,6% С) и высокоуглеродистые (0,6-2 % С). Повышение содержания углерода увеличивает твердость и закаливаемость стали, но снижает теплопроводность и ковкость.
Из цветных металлов в кузнечном деле используют в основном медь и алюминий, а также их сплавы, например латуни (Л90, Л80, Л68, Л62 и др.), бронзы (БрОЦ4-3 и др.).
Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен металла, между которыми располагаются в виде тонких прослоек неметаллические включения оксидов, карбидов и других соединений. Зерна, в свою очередь, также имеют кристаллическое строение, их размеры составляют 0,01-0,1 мм.
При ковке деформация протекает главным образом вследствие скольжения зерен относительно друг друга, так как связь между ними слабее, чем прочность самих зерен.
В результате ковки зерна металла вытягиваются в направлении течения металла, что ведет к образованию мелкозернистой строчечной структуры (чем мельче зерна металла, тем он прочнее). Одновременно вытягиваются неметаллические включения, что можно наблюдать даже невооруженным глазом.
Размеры зерна, а следовательно, и прочностные свойства металла- в значительной степени определяются температурным режимом ковки. Поэтому ковать металл следует в определенном интервале температур, чтобы измельченные в процессе деформирования зерна затем снова не выросли под действием высокой остаточной температуры. Каждый кузнец, чтобы получить из стали качественное изделие и придать ему соответствующие свойства с помощью термообработки, должен разобраться в диаграмме состояния железо - углерод. Рассмотрим фрагменты диаграммы, на которой по оси ординат отложена температура сплава, по оси абсцисс - содержание углерода в процентах (рис. 1).
Рис.1. Диаграмма состояния железо - углерод
Выше линии GS все стали имеют структуру аугтенита - однородного твердого металла, состоящего из одинаковых по составу и строению зерен.
При нагревании углеродистых сталей до температуры ниже критической линии РS=723 градуса С в них не происходит изменений структуры.
Нагрев заготовок. Это важная и ответственная операция, от которой зависят качество изделия и стойкость инструмента. Ковку, как правило, проводят, нагрев металл до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла.
Следует также учитывать, что при нагреве углеродистых сталей происходит выгорание углерода с поверхностного слоя изделия на глубину до 2-4 мм, ведущее к снижению прочности и твердости стали, к ухудшению ее закаливаемости.
Ковать заготовку следует только тогда, когда она равномерно прогреется. Для каждой марки стали имеется свой температурный интервал ковки, то есть определены температуры начала ковки Тн и ее конца Тк. В результате нагрева металла несколько выше температуры Тн металл приобретает крупнозернистую структуру, его пластичность снижается. Нагрев металла до еще более высокой температуры приводит к неисправимому браку - пережогу, в результате чего металл при ковке разрушается.
При ковке заготовок, нагретых ниже температуры Тн, возможно образование трещин. Поэтому при ковке следует помнить пословицу: «Куй железо, пока горячо». То есть ковать металл необходимо в температурном режиме Тн- Тк (заштрихованная зона на диаграмме состояния железо - углерод). Температуру нагретого металла можно определить по цветам каления и побежалости, а марки стали - по искре (табл. 1-3).
Топливо. Для нагрева заготовок кузнецы применяют различные виды топлива: твердое, жидкое и газообразное.
Чаще всего для нагрева заготовок в кузницах используется каменный уголь. Причем желательно, чтобы уголь был черного цвета, блестящий, размеры его кусков приблизительно должны соответствовать размерам грецкого ореха. Кузнецы так и называют такой уголь - орешек. Часто применяется и кокс, который имеет высокую температуру сгорания. Можно использовать и дрова лиственных пород деревьев (дуб, ясень, береза и др.). Однако самым хорошим топливом является древесный уголь, бывший основным кузнечным топливом вплоть до середины XVIII в.
В настоящее время в кузнечных цехах широко применяются электропечи и печи, работающие на жидком или газообразном топливе.
Горны и печи. Основа стационарного горна -стол, где устраивается очаг для нагрева заготовок. В кузнице горн обычно устанавливают по центру стены, противоположной входу (основной стены). Высота стола горна определяется ростом кузнеца, удобством переноса заготовки из горна на наковальню и принимается равной 700- 800 мм; обычные размеры поверхности стола 1×1,5 или 1,5×2 м. Если предполагается изготавливать крупные предметы, такие, как ворота, решетки, то горн устанавливают на некотором расстоянии от стены и стол делают увеличенных размеров. Поверхность стола горна выкладывается из кирпича, пиленого камня, железобетона. Постамент делается в виде ящика, стенки которого сложены из бревен, досок, кирпича или камня, а внутренность заполнена битым мелким камнем, песком, глиной, горелой землей.

Таблица 1. Зависимость цвета каления заготовки от температуры нагрева

Таблица 2. Определение температуры нагрева по цветам побежалости
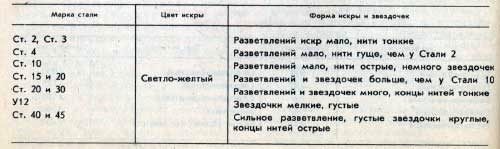
Таблица 3. Определение марок стали по искре
Центральное место стола занимает очаг, или горновое гнездо (иногда предусматриваются два очага). Горн, предназначенный для художественной ковки, обычно делается с центральным расположением очага. Размеры гнезда определяются назначением горна и размерами нагреваемых, заготовок. Центральное гнездо имеет в плане круглую или квадратную форму размером 200×200 или 400×400 мм и глубиной 100-150 мм.

Рис.2. Устройство фурмы
Рассмотрим устройство и принцип действия обычной фурмы нижнего дутья (рис. 2). Воздух (от вентилятора или мехов) подводится через патрубок в корпус фурмы и через чугунную колосниковую решетку попадает в зону горения. Регулирование количества подаваемого воздуха осуществляется заслонкой. Для очистки корпуса фурмы от золы и других отходов горения предназначена донная крышка.
Для создания пламени различного вида применяют колосниковые решетки с определенными формами отверстий для прохода воздуха. Так, равномерно расположенные круглые отверстия способствуют образованию цилиндрического факельного пламени, щелевые отверстия - узкого и удлиненного.
Над стационарным горном для сбора и отвода из кузницы дыма и газов устанавливается вытяжной зонт. Размеры нижнего входного отверстия зонта обычно соответствуют размерам стола горна. Зонты, как правило, изготовляют из листового железа толщиной 0,5 - 1,5 мм.

Рис.3. Оборудование для нагрева заготовок: стационарный металлический горн (слева): 1-вытяжная труба; 2-зонт; 3-бачок с водой для охлаждения инструмента; 4-рычаг для регулирования подачи воздуха; 5-воздухопровод; 6-заслонка; 7-конический наконечник; 8-фурма; 9-литой стол; 10-очаг; типы зонтов (справа): а,б-дымоход в стене; в-наружный боковой дымоход; г-наружный центральный дымоход
Как правило, зонты укрепляют над горном на высоте 500-600 мм от стола (рис. 3). Однако не всегда такая высота расположения зонта способствует максимальному удалению отходящих газов. Поэтому для лучшего улавливания дыма высоту зонта приходится определять опытным путем, учитывая особенности горна, например силу дутья.
В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов - быстрое их прогорание.

Рис.4. Стационарный горн с кирпичным зонтом (слева): 1-бачок с водой; 2-водоохлаждаемая фурма; шахтный газовый горн (справа)
Более надежны и долговечны зонты, сложенные из огнеупорного кирпича (рис. 4). Однако такие зонты значительно тяжелее металлических, и для их устройства необходима металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
Переносные горны применяются для нагрева заготовок небольшого размера. Переносной горн состоит из металлической рамы, на которой сверху крепится стол с очагом и вентилятором для подачи воздуха. Вентилятор приводится во вращение от ножной педали. Можно для нагрева заготовок использовать паяльную лампу, которую ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (рис. 5).

Рис.5. Переносные горны с паяльной лампой
Заготовки закладывают в щель между кирпичами. Или же кирпичи ставят на торец, на них кладут колосниковую решетку, а на нее устанавливают печурку из четырех кирпичей, в которую засыпают уголь. Снизу размещается паяльная лампа с патрубком.

Рис.6. Переносной горн с пылесосом
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 6. Постамент горна сварен из уголков, а верхняя часть стола выложена из огнеупорного кирпича. На верхние горизонтальные уголки кладется фурма с зольником. На расстоянии 150 мм от фурмы к зольнику приваривают патрубок внутренним диаметром 30 мм, который соединяют с шлангом пылесоса. При этом необходимо иметь в виду, что шланг вставляется в этом случае не в нижнее, а в верхнее (нагнетающее) гнездо пылесоса. Нижнюю чашку пылесоса с фильтром снимают, а пылесос устанавливают на подставку. В тех случаях когда отсутствует электричество для привода вентилятора, можно использовать мехи.
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно (рис.7).

Рис.7. Клинчатые мехи
В современных кузницах для дутья применяют различные вентиляторы с электроприводом.
РАБОЧЕЕ МЕСТО КУЗНЕЦА, ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Для кузнечных работ необходимо большое число разнообразных инструментов и приспособлений. Основной опорный кузнечный инструмент-наковальня (рис. 8).

Рис. 8. Наковальни и шпераки: а - безрогая, однорогая и двурогая наковальни (1 - лицо; 2 - квадратное отверстие; 3 - хвост; 4 - скобы; 5 - стул; 6 - лапы; 7 - конический рог; 8 - незакаленная площадка; 9 - круглое отверстие); 6 - шпераки (1 - вставляемый в наковальню; 2 - вбиваемый в землю; 3 - для мелких работ); в - переносная наковальня; г - наковальня, укрепленная на стуле
Современные наковальни изготовляют из стали 45Л методом литья массой от 10 до 270 кг. Наковальни бывают разных типов: безрогие, однорогие, двурогие. Наиболее удобна и универсальна в работе так называемая двурогая наковальня, приведенная на рис. 8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
Конический рог наковальни предназначен для радиусной гибки полос и прутков, а также для раскатки и сварки кольцевых заготовок.
С противоположной стороны от рога расположен хвост, используемый для гибки и правки замкнутых прямоугольных изделий. В районе хвоста квадратное отверстие размером 35×35 мм, которое применяется для установки подкладного инструмента - нижняков. Около рога расположено круглое отверстие диаметром 15-25 мм для пробивки отверстий в заготовках.
Снизу у наковальни лапы, необходимые для крепления наковальни (с помощью скоб) к деревянному стулу или металлической подставке. В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500-600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
Легкие переносные (походные) наковальни имеют специальные ножки.
Наковальни продаются в хозяйственных магазинах. Если наковальню купить не удалось, то на первое время ее можно заменить куском рельс или массивным прямоугольным металлическим бруском.
Большое внимание следует уделить установке стула, который должен стоять вертикально и не вибрировать. Для этого стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Высота стула зависит от роста кузнеца и обычно составляет 600-700 мм. Самая удобная для работы высота, когда кузнец, стоящий рядом с наковальней, не наклоняясь, достает до наличника слегка согнутыми пальцами.
Качественная наковальня издает высокий и чистый звук при легком ударе молотком, а молоток при этом отскакивает со звоном.
Для мелких работ кузнецы применяют наковальни
небольших размеров или специальные наковальни -
шпераки (рис. 8, б). Одни шпераки устанавливаются
своими четырехгранными хвостовиками в
квадратное отверстие наковальни, другие, имеющие
удлиненную вертикальную стойку, вбиваются
заостренным концом в деревянный чурбан или в землю.

Рис. 9. Ударный инструмент: 1-с шаровым задком; 2,4-с клиновидным односторонним задком; 3,6-с двусторонним продольным задком; 5-с двусторонним поперечным задком
К ударному инструменту относят молотки-ручники, боевые молоты и кувалды (рис. 9). Ручник - основной инструмент кузнеца, с помощью которого он кует небольшие изделия или управляет процессом ковки с молотобойцами.
Обычно ручники имеют массу 0,5-2 кг, но часто кузнецы применяют и более тяжелые молотки массой до 4-5 кг. Рукоятки ручников делают из древесины лиственных пород деревьев (граба, клена, кизила, березы, рябины, ясеня). Рукоятки должны быть гладкими, без трещин, удобно лежать в руке, длина их 350-600 мм.
Боевые молоты -это тяжелые молотки массой 10-12 кг, которыми молотобойцы работают двумя руками. Головки боевых молотов бывают с односторонним клиновидным задком, а также с двусторонним задком (продольным или поперечным). Нижняя рабочая поверхность головки (бой) предназначена для основной ковки, а верхний клиновидный задок - для разгона металла вдоль или поперек оси заготовки. Рукоятка молота изготовляется из тех же пород деревьев, что и у ручника; длина рукоятки подбирается в зависимости от массы головки молота, роста молотобойца и достигает 70-95 см.
Кувалда - тяжелый (до 16 кг) молот с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила.
Все ударные инструменты должны быть максимально надежны, при этом особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота - всада, куда вставляется рукоятка, - делается эллипсообразной и имеет двусторонний уклон 1:10 от середины к боковым граням. Это облегчает всаживание рукоятки в головку молота и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самыми надежными являются металлические заершенные клинья, которые входят на глубину, равную 2/3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
При работе боевыми молотами используют три вида ударов: легкие (локтевые), средние, или плечевые (удар с плеча), сильные (навесные), когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке заготовок большой массы и при кузнечной сварке массивных деталей (рис. 10).

Для улучшения качества изготовляемых изделий и повышения производительности кузнецы часто применяют различный подкладной инструмент, устанавливаемый под молот или на наковальню. Для работы под молот используются простые и фасонные кузнечные зубила, пробойники, гладилки и раскатки (рис. 11). На наковальню устанавливаются подсечки, конусные оправки, вилки для гибки, гвоздильни, различные скобы и приспособления для специальных видов ковки.

Рис. 11. Подкладной инструмент: а-зубила (1-для поперечной рубки холодного металла; 2-для поперечной рубки горячего металла; 3-для продольной рубки; 4-для рубки по радиусу; 5-для фасонной рубки); б-пробойник (изготовляют с круглым, квадратным и другими сечениями бородки); в-прошивни (1-конические; 2-цилиндрические); г-гладилки; д-раскатка
Применяется и парный подкладной инструмент, к которому относятся обжимки, подбойники, гвоздильни с шляпочными молотками, специальные штампы для фигурных изделий.
Рукоятки подкладного инструмента делают из дерева, толстой проволоки или упругого троса. Длина рукояток 500- 600 мм. Деревянные рукоятки забивают во всад головки не расклинивая. Это делают для того, чтобы вибрация и удары не передавались через рукоятку. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса заклинивают и запаивают во всаде.
Рассмотрим некоторые особенности подкладного инструмента..
Начнем с подкладного инструмента под молот. Зубила кузнечные подразделяются на зубила для рубки нагретых и холодных заготовок. Зубила для холодной рубки делают более массивными, с углом заточки ножа 60°, ножи у зубил для горячей рубки делаются более тонкими, с углом заточки 30° (рис. 11, а).
Форма ножа у зубил для художественной ковки делается либо прямолинейной, либо с кривизной в одной плоскости (или даже в двух плоскостях).
Зубила с прямым ножом изготовляют как для поперечной рубки, так и для продольной, с односторонней заточкой или двухсторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки - перпендикулярно ручке. Односторонняя заточка зубила применяется в том случае, когда требуется получить срез с перпендикулярным торцом, а если у изделия допускается наклонный торец или нужна фаска, то необходимы зубила с двухсторонней заточкой. Зубила с притупленным ножом используют для нанесения различных орнаментов на изделия.
Зубила с кривизной ножа в горизонтальной плоскости служат для вырубки из листового материала различных криволинейных элементов, например цветов, акантовых листьев.
Фасонные зубила с двойной кривизной ножа применяются для вырубки каких-либо элементов из объемных заготовок.
Кузнецы при работе зубилом обязаны иметь в виду следующее: чтобы нож не тупился, под заготовку необходимо подложить прокладку (железный или медный лист). Кстати, прокладка предохранит лицо наковальни от повреждения.
При отрубке от заготовки части следует соблюдать некоторые правила. Так, начальные и завершающие удары по зубилу нужно наносить весьма осторожно: вначале - чтобы зубило правильно врезалось в заготовку, в конце - чтобы отрубаемая часть не улетела и не поранила кого-либо. Место, где производится отрубка, необходимо огородить сеткой.
Пробойники предназначены для пробивки отверстий, различных углублений в сравнительно тонких заготовках и для орнаментации изделий. В зависимости от формы пробиваемых отверстий сечение бородки (рабочей части пробойника) может быть круглым, овальным, квадратным, прямоугольным или фасонным (рис. 11, 6)..
Для пробивки отверстий в толстых заготовках применяют прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 11, в).
Из кузнечной практики известно, что для облегчения извлекания прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля (в процессе прошивки газы, образующиеся из угля, способствуют выталкиванию инструмента).
Гладилки служат для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и цилиндрическими рабочими поверхностями различных размеров и формы. Для выравнивания больших плоскостей обычно применяют гладилки с рабочей поверхностью размером 100×100 мм, для выравнивания небольших поверхностей - гладилки размером 50×50 мм. Гладилки с цилиндрической поверхностью необходимы для выравнивания галтелей и радиусных поверхностей (рис. 11, г.].
Раскатки предназначаются для ускорения раздачи (удлинения) металла вдоль и поперек оси заготовок, а также для выбивания цилиндрических пазов на заготовках и для орнаментации изделий (рис. 11, д).
Познакомимся с подкладным инструментом, установленным на наковальню. Такой инструмент снабжается хвостовиком квадратного сечения, который вставляется в соответствующее гнездо в наковальне (рис. 12).

Рис. 12. Подкладной инструмент, устанавливаемый на наковальне: 1-просечки; 2-конусные оправки; 3-вилка; 4-6-оправки
Подсечки применяют для рубки заготовок при помощи ручника. Заготовку накладывают на лезвие подсечки и, ударяя по ней ручником, отрубают необходимую часть. Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
Конусные оправки служат для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки используют для гибки и завивки заготовок. Кроме того, к подкладным инструментам относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.

Рис. 13. Парный подкладной инструмент: а-обжимки (1-3) и подбойка (4); б-приспособления для высадки гвоздей, болтов, заклепок
Парный подкладной инструмент включает в себя нижний инструмент (нижних), который хвостовиком квадратного сечения вставляется в отверстие наковальни, и верхний инструмент (верхняк), имеющий рукоятку для держания (рис. 13, а).
К этой группе относят обжимки (для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы) и подбойки (для продольной или поперечной раздачи металла). Для специальных художественных работ применяются особые штампы с рельефами типа листьев, пик, розеток и т. п..
К подкладному инструменту можно отнести и гвоздильную плиту со специальными сквозными отверстиями разных размеров для высадки головок гвоздей, болтов и закрепок (рис. 13, б).
Для придания головке гвоздя, болта или заклепки необходимой формы (сферы, призмы, квадрата, шестигранника) применяют специальные шляпочные молотки.
Большую помощь при ковке художественных изделий окажет и массивная стальная плита - форма размером в плане примерно 300×400 мм и толщиной 150-200 мм, по четырем боковым граням которой имеются углубления различной конфигурации и размеров: полукруглые, треугольные, прямоугольные и т.д. Плита необходима при ковке различных фасонных элементов и применяется вместо подкладных штампов. На торцовых поверхностях формы имеются сквозные круглые, квадратные, треугольные и фасонные отверстия для пробивки отверстий при помощи специальных пробойников или пуансонов (рис. 14).
Для изготовления крупных художественных изделий типа оград, балконных решеток, козырьков, подъездов понадобится большая и толстая плита, на которой производятся сборка и правка изделий. В плите предусматриваются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Сборку художественных изделий сложной формы (с выпуклой поверхностью) удобно производить на плитах с соответствующей формой поверхности. Для сварки крупных изделий необходимо иметь специальные стеллажи.
Для работы с раскаленным металлом, конечно же, необходимы клещи. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть легкими, с пружинящими рукоятками, для надежного удержания поковок во время работы рукоятки клешей могут стягиваться специальным кольцом - шпандырем (рис. 15, а).

Рис. 15. Кузнечные клещи (а) и стуловые тиски (б): 1-рукоятка; 2-зажимное кольцо; 3-заклепки; 4-губки; 5-заготовка; 6-петля
Если клещи плотно не захватывают заготовку, то губки клещей нагревают в горне и, захватив ими заготовку, обжимают ручником..
Для зажима раскаленных заготовок служат стуловые
тиски (рис. 15,б) и различные струбцины. Крепятся
такие тиски мощными шурупами, болтами или заклепками
на основной опоре слесарного верстака или на
отдельном стуле - массивном бревне, хорошо
закрепленном в полу кузницы. Верхний уровень губок
обычно располагают на высоте 900 - 1000 мм от уровня
пола..
Для измерения заготовок и изделий в кузнице применяют стальные линейки длиной 250, 500 и 1000 мм, металлические метры, штангенциркули, угольники и др. Кроме того, кузнецы-художники при выполнении массовой продукции широко используют различные шаблоны и калибры, изготовленные из проволоки и листовых материалов (рис. 16).

Рис. 16. Контрольно-измерительный инструмент: а-штангенциркуль; б-кронциркули; в-нутромеры; г-комбинированный измерительный инструмент
Для ухода за горном кузницы понадобятся угольная лопата, кочерга, пика или ломик для пробивки спекшегося угля, метелка для очистки горна от мелкой угольной и шлаковой пыли, брызгало для смачивания угля при спекании купола (шапки) над очагом, щипцы для угля..
Необходимо отметить, что весь необходимый для ковки инструмент должен располагаться на специальном столике в непосредственной близости от рабочего места кузнеца. Высота стола 600-800 мм.
Кроме основного и вспомогательного инструмента, в кузнице всегда размещается ящик для сухого песка, стойка для хранения инструмента, емкости для воды, ящик для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. д.
Хорошо, когда мастерская кузнеца-художника просторная, светлая, включает в себя несколько комнат для отдельных видов работ: эскизно-графических, слесарно-сборочных и кузнечно-сварочных. Кроме этого, желательно помещение для складирования материала, различных полуфабрикатов и др.
Для эскизно-графических работ понадобятся большие столы, так как некоторые элементы приходится прорисовывать в натуральную величину, кульман для вычерчивания отдельных узлов и деталей, а также различные подставки для планшетов, шкафы для хранения эскизов и рисунков.
Помещение для слесарно-сборочных работ снабжается слесарным верстаком с тисками, сверлильным станком, точилом и другим оборудованием, необходимым для сборки и отделки кованых изделий.





